RELCO® has the technical and practical experience required to manage the flow of whey from cheese making through separation, ultrafiltration, evaporation, crystallization, refining, drying and packaging. This experience is built into the process design, equipment, and automation. The result is a process where each step works together to produce high-quality lactose with consistently high yields.
FEATURES & BENEFITS
- Designed for processing high-quality lactose products.
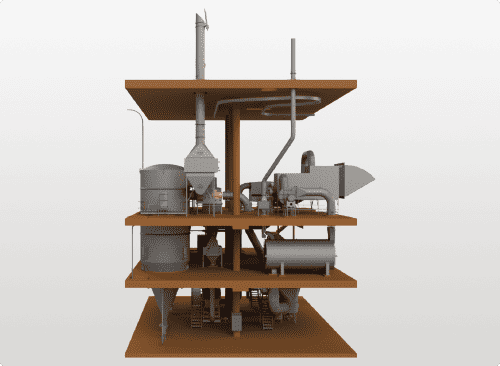
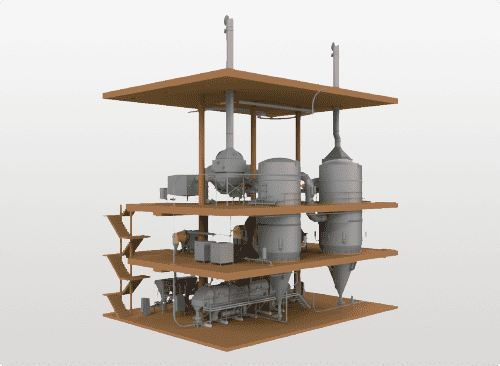
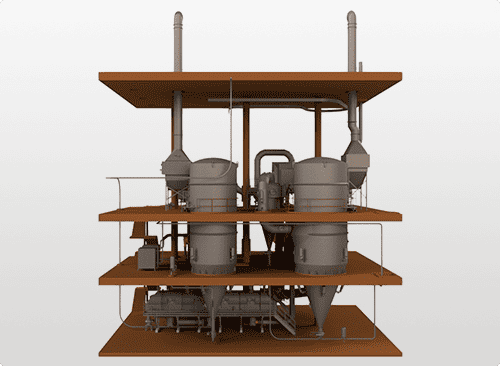
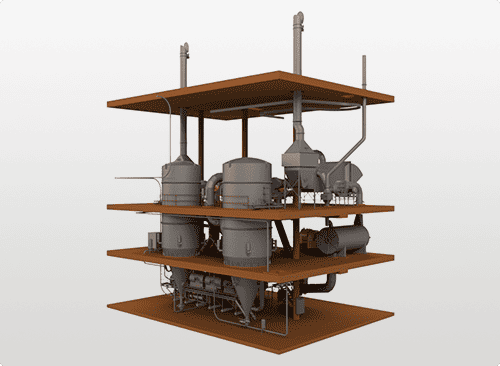
- A small footprint with a compact design.
- All RELCO supplied equipment is built to applicable 3A standards and USDA guidelines for dairy equipment and governmental regulations in effect as of the date of this quotation unless specifically noted
- Low utility costs for low operating costs. Operating & capital costs are minimized as each component is designed for maximum performance.
- The refining & drying processes produce high-quality, edible lactose for many food and pharmaceutical applications.
- RELCO’s control system provides precise equipment operation for each step of the process, minimizing operator duties.
ADVANCED PARTS
Crystallizer
Sized for customer requirements; CIP capable; easy to operate; automated for efficient maximum crystal development
Refiner
Fully automated for easy operation; counter-current washing; CIP capable; low-volume water usage; efficient purification process
Attrition Dryer
Small compact size; low air velocity and high air temperature; attrition action breaks up the agglomerates into uniform particle size; product inlet is gravity fed from the basket centrifuge; product moves in a heated air stream from the dryer to an interstage cyclone for reduced dust loading on the bag house
Fluid Bed Dryer
Efficient final stage drying and cooling; CIP capable
Baghouse Collectors
Hot and cold baghouses collect fine particles from the attrition and fluid bed dryers; fines removed from bag filters are reintroduced to maximize yield; safety explosion venting; sanitary design; easy top-loading bag
Accessories
The CrystaLac™ Crystallizing Evaporator is an evaporator specifically created and used with the L-TECH™ Lactose Drying System.